
Association Website Engineering Page August/September
This is indeed an exciting time for SDR Engineering. As I suggested last month, South Devon Railway Engineering is making significant strides towards becoming an important player in the world of steam locomotive restoration. Within the last few weeks, we have acquired R.K. Pridham, one of the most respected boiler repair specialists and engineering firms. It must be emphasised that this is not an aggressive takeover. Far from it; this is the joining of two firms who have held each other in high esteem and where there is a strong desire to maintain and build upon the expertise of Pridham's staff and to uphold their strong reputation of excellence. Three of Pridham's workshop staff have joined our existing staff. We will also have the benefit of the continuing consultancy and good will of Roger and Paul Pridham. The confidence in this project means that we have inherited contract work from Pridhams including the boiler for Bulleid Pacific "Taw Valley" Much of Pridham's plant is being incorporated in our new boiler shop which is under construction by K. Moore and Son. This firm has particular expertise in the foundation works associated with this type of large equipment. Several large presses are being installed, the largest of which is the John Shaw viceing press capable of handling boiler plate up to 10ft by 8ft and capable of exerting a load of 700tons. As I write this the footings for the building and foundations for the enormous presses and also the wagon turntable are almost all in place and within a few short weeks we shall see a dramatic increase in the capabilities of SDR Engineering.
 |
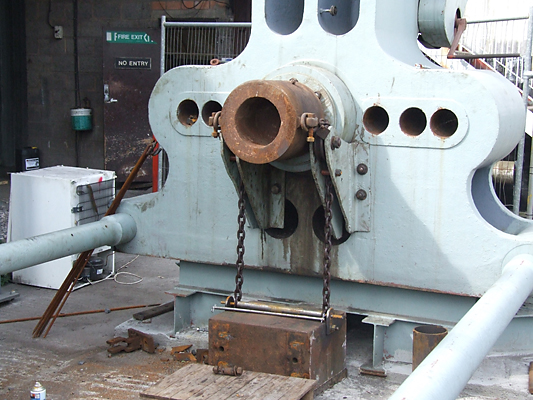
| The pit waiting for the John Shaw 700 ton viceing press |
 |
| Steve Trenouth clearing the site |
Steve Trenouth carrying out preliminary site clearance for the boiler shop project. Steve started work at the SDR as a volunteer and was taken on as an apprentice fitter. Since becoming qualified he has continued with his voluntary work and is now a signalman in his spare time
In spite of preparing for the new boiler shop work has continued on the various jobs mentioned last month.
| 6412 |
| 6412 has had its horn guides refitted as you see in the photograph below. |
 |
| The axleboxes and eccentrics should be remetalled within the next couple of weeks and then the wheelsets can be refitted and then we will have a rolling chassis which can be moved around to accommodate other work. |
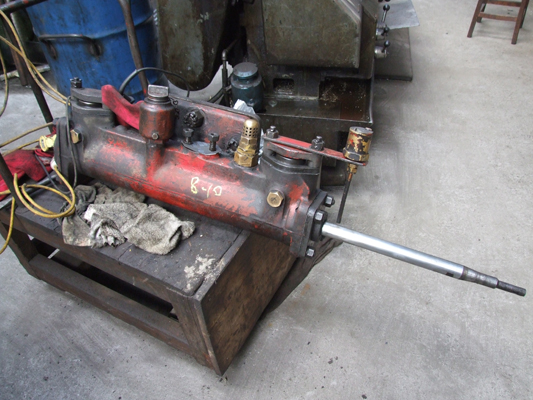 |
| Vacuum pump from 6412
The vacuum pump and backhead fittings have mostly been reconditioned |
| LO53 "Yorkie" Yorkshire diesel shunter |
 |
| The "Yorky" has had its engine refitted |
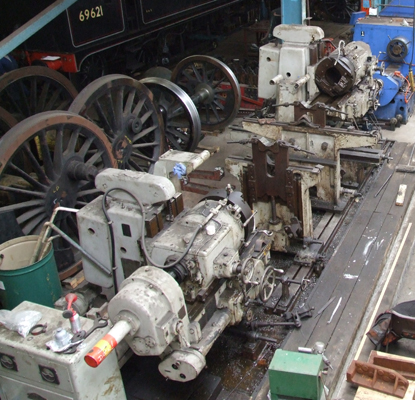
| 69621 N7 Tank |
| We are waiting for the axlebox castings to be delivered. We have taken the opportunity to test the the quartering of the wheels. We are fortunate enough to have acquired a rare precision instrument which enables us to carry out this task without the need to remove the wheels and place them in the quartering machine. |
 |
| The only operational quartering machine in this country. |
| The running shed has been busy with its routine service schedule including boiler washouts and visits to other railways to carry out checks and maintenance on locomotives which are on hire. Unfortunately 3803 suffered a broken axle box spring whilst on hire to the Gloucester and Warwick Railway and required the skills and experience of our Running Shed Foreman Ray Lee (assisted by myself) to fit a replacement. We were most impressed by the help we received from Gloucester and Warwick staff and by the excellent facilities available to allow us to do our work. |
 |
| 3803 alongside 2807 at Gloucester and Warwick Railway |
 |
| Crack in 6th leaf |
| Although thankfully it is a relatively rare event, a single broken leaf in spring can rapidly cause catastrophic failure of all the leaves through placing them under extra loading. Therefore it is an important part of the driver's duty to meticulously check each spring before the loco goes off shed. |
| In the coming months I shall try to explain and illustrate some of the more routine maintenance that goes on behind the scenes.
Last month I included several pictures of specialist equipment for servicing wheels and tyres. Contract work carried out during the last month has given me the opportunity to include some more pictures of the processes involved. The following photographs illustrate the way in which a tyre is secured to a wheel. The tyres are to be fitted as part of a contract job for Network Rail for whom we are one of only two accredited wheelset suppliers in this country. |
 |
| This photograph shows how the vertical boring machine is used to machine the inside of the tyre before it is fitted to the wheel. You will notice the groove in the back of the tyre for locating the Gibson ring. The wheel is bored 44 thousandths of an inch undersize. It is heated until expands sufficiently to fit over the wheel. It is allowed to cool gradually and as it contracts it tightly grips the wheel. The Gibson ring is like a large circlip which provides extra security to the tyre's location on the wheel. The tyres are manufactured by a ring rolling process in South Africa. |
 |
| Martin Harvey checking the progress of boring a tyre |
 |
| The Gibson ring starts as a straight length of L section bar which is cut to approximately the right length and then rolled between three rollers in a machine designed specifically for this purpose |
 |
| Rolling machine forming the Gibson ring to the correct radius |
 |
| Nick Davies trial fitting the Gibson ring before cutting it precisely to the correct length (a particularly tricky and skilled job!). When the wheel is fitted the ring should close without a gap |
 |
| Gibson ring rolling machine |
| The photograph shows how the pressure roller rotates the wheel and bears down on the inside of the tyre trapping the Gibson ring with a force of 30 tons. |
 |
| The hydraulic ram has been fitted to the wheel press and the hydraulic pump delivered. All that remains now is to find time to test the press using a surplus wheel set. We shall try pressing the wheels off the axle and then pressing them back on again. |
| 2873 |
| The frames, wheels and cylinder block of this locomotive still languish around the site and it may surprise people to know that restoration of this loco is quite feasible although there are no plans to do this at the moment. This loco was bought to be cannibalised to provide wheels for 3803 at a time when replacing tyres was almost unheard of in the heritage world. A suitable boiler, the original of 3803, still exists at Tyseley so who knows what the future holds. |
Bob Vaughton

© South Devon Railway Trust 2010